ANGEBOTSDATEI
Stärkung unseres Markenwerts durch Schaffung von Innovationsfähigkeit mit Vakuumwärmebehandlungsservice und Schaffung zusätzlicher Angebote für Beschäftigungsprojekte
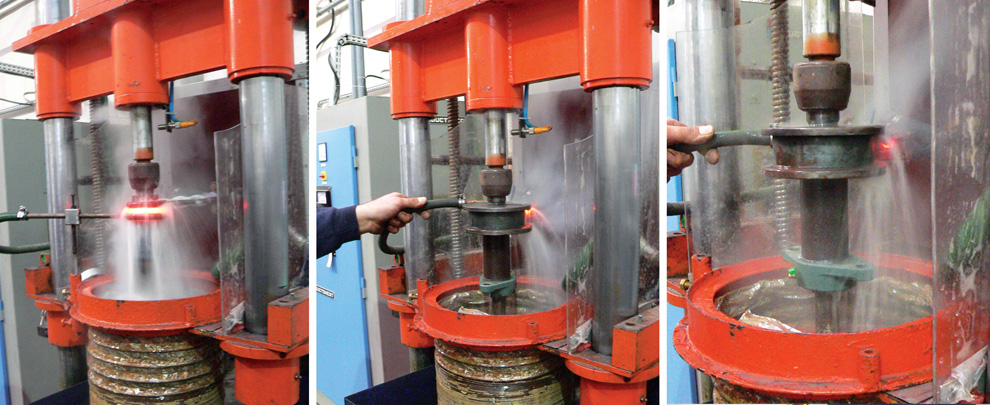
Die Aufheizgeschwindigkeit und der Heizungsbereich können sehr einfach gesteuert werden. Dies ist besonders vorteilhaft beim empfindlichen Induktionshärten und verhindert ein unnötiges Erhitzen der anderen Teile des Stahls. Daher tritt keine Verformung auf dem unbehandelten Teil des Materials aufgrund einer unnötigen Erwärmung auf.
Härtewerte können auf der Oberfläche von 60 - 62 HRC (je nach Stahltyp) erreicht werden. Der Härtebereich kann je nach Einsatzgebiet des Stahls von 2 bis 7 mm eingestellt werden. Länge 3000 mm und Durchmesser bis zu 4000 mm können durch unsere Induktionsanlage gehärtet werden.
Die kürzere Aufheizzeit verringert die Möglichkeit von Verzug, Rissbildung und Kornvergröberung Das Verfahren kann einfach und präzise gesteuert werden Nur die gewünschten Teile des Bauteils können gehärtet werden und die anderen Teile bleiben duktil Im Gegensatz zum anderen Oberflächenhärtungsverfahren entsteht eine nicht poröse Struktur, da sich kein Zunder auf der Oberfläche befindet. Die Fehlerrate wird durch 100% computergesteuertes Induktionshärten minimiert.
Bolzen- und Wellenhärten Zahnrad Arten Rollen- und Bindenräder (Durchmesser: 4000mm) Klingenhärten Kunststoff-Extrusionszylinder- und Buchsenhärtung

Stärkung unseres Markenwerts durch Schaffung von Innovationsfähigkeit mit Vakuumwärmebehandlungsservice und Schaffung zusätzlicher Angebote für Beschäftigungsprojekte